1 前言
二氧化碳是较为广泛的气体食品添加剂,其内在质量指标好坏,直接关系到人民群众的身体健康。随着我国人民生活水平的提高,碳酸饮料和食品保鲜等领域对食品级二氧化碳需求量不断增加。在饮料中,除可口可乐和百事可乐这些世界知名品牌碳酸饮料外,国内还有许多种碳酸饮料,也需供应大量的食品级二氧化碳。由于生产技术和装置以及检测手段未能真正规范,产品良莠不齐,广大消费者对其质量十分担忧。
尽管我国从2006年12月1日起,食品添加剂液体二氧化碳执行与国际饮料协会(ISBT)标准等效的GB10621-2006新国标。但国内仍有许多食品二氧化碳生产厂家的产品未能达到GB10621-2006的质量标准要求。而一些生产厂家和用户片面认为只要产品纯度达到99.9%或99.99%就是食品级二氧化碳,孰不知即便纯度高,其所含的有毒有害杂质仍可能超标。
国际大型饮料企业,如可口可乐及百事可乐公司十分重视食品级二氧化碳质量指标控制。采购标准严格按“国际饮料学会标准”(ISBT)执行。特别是对人体有害杂质,如各种碳氢化合物、氨、硫化物、氮氧化合物、氰化物、醇、醛、酯、醚等等限制严格,并加以量化控制。而许多企业因其脱烃净化技术装备落后,不能生产出满足可口可乐、百事可乐等饮料企业需要的高品质食品级二氧化碳产品。随着我国市场经济与国际市场的接轨,关系到国计民生的食品级二氧化碳产品质量与国际接轨也势在必行。
2 国内食品二氧化碳生产装置现状
2.1执行的标准落后
片面追求产品的纯度,认为只要产品纯度达99.9%就是食品级,多数生产装置的产品质量起点定位在GB10621――1989《食品添加剂 液体二氧化碳》标准上,由于GB10621-89标准只对纯度、水份、硫化物、一氧化碳进行了量化规定,其余四项均为定性指标。不但指标宽松,而且对人体有毒有害的烃、苯、及醛、醇等许多杂质未加限制,只是用一般的物理处理方法进行处理。不同的二氧化碳气源,对人体有毒有害的烃、苯、及醛、醇等杂质的含量有很大不同,高者达数千ppm,甚至上万ppm。特别是苯,一般都在10ppm左右。对这些有毒有害的物质,用一般的物理处理方法进行处理,肯定是达不到新国标和国际饮料标准则规定的总烃<50ppm(其中非甲烷类烃不大于20ppm),苯<0.02ppm(20ppb)的要求。
2.2工艺落后
目前大多数二氧化碳生产厂都采用吸附、加压、冷凝的工艺,有的则简单地采用加压、冷却的办法就直接充装,连最起码的简单净化处理手段都没有。而有吸附净化处理的厂家,也往往因吸附剂的质量差而起不到应有的作用而成为摆设,更何况一种吸附剂要同时吸附数十种杂质是不可能的。另外,对人体有毒又害的烃、苯、及醛、醇等杂质,由于其沸点一般都比二氧化碳高,在二氧化碳液化时不能得到去除。因此生产符合国标GB10621-2006和国际饮料协会标准的二氧化碳产品是不可能的。
2.3检测手段滞后
国内二氧化碳生产厂在生产中很少配有在线分析手段,只有简单的纯度分析。许多分析还停留在手工分析,产品质量无保障。这除了要增加检测投入外,与对食品二氧化碳标准的认识不足及对国标GB10621-2006的执行力度不够有很大关系。
3 国产化国际质量标准食品级二氧化碳生产技术
二氧化碳的存在相当广泛,主要有自然存在于二氧化碳气田、石油溶解气、天然气等和工业生产废气。在工业废气中,主要有烟道气、化工厂尾气、生物发酵气。
人类社会生产力的高速发展,不断地消耗掉大量的天然含碳资源,同时使大气中二氧化碳迅速增加,全球每年排放的二氧化碳量高达200多亿吨。大量的二氧化碳排放,不仅对人类生存环境带来恶劣影响,不断加剧“温室效应”;也造成了二氧化碳这一宝贵资源的严重浪费。二氧化碳用途非常广,可广泛用于食品加工、机械制造、化工原料、精细化工等行业,要将二氧化碳变废为宝,造福人类,关键在于二氧化碳的回收利用技术。我国的二氧化碳排放量约占全球总排放量的10%,为全球二氧化碳第二大排放大国,如何回收利用好二氧化碳显得意义尤为重大,也是贯彻我国实施科学发展观、能源再生利用、保护环境、构筑和谐社会的一项重要工作。我国的二氧化碳作为一个新生产业近几年也因此得到了突飞猛进的发展,但各厂因原料来源不同和采用的工艺技术不同,产品质量和效益差别甚大。而落后的生产技术制约了二氧化碳行业的发展,下文就不同二氧化碳原料气的食品级二氧化碳生产技术作简单介绍。
3.1国际质量标准食品级二氧化碳生产工艺
通常,为了运输和使用方便,生产中一般都把二氧化碳制成液体或固体产品,从理论上讲,只要二氧化碳达到临界温度31.06℃以下,在特定压力下即可液化。生产中二氧化碳的分压直接决定了二氧化碳液化的难易程度。由于原料气来源的不同,其二氧化碳的纯度不同,二氧化碳原料气中含有的烃、醇、醛、苯、各种形态硫等多种对人体有毒有害杂质(详见附表1)也不同,因此,采用的生产工艺也会有很大不同。
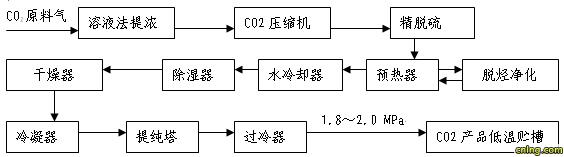
3.1.1石灰窑气、锅炉烟道气等低CO2浓度原料气
这类二氧碳原料气的主要特点是二氧化碳浓度低,一般在30%左右,有机杂质少。由于浓度低,要想在浅低温下液化,如-12℃液化,则要求二氧化碳必须具有约2.5 Mpa(绝压),那么,液化时的总压至少应>8.3 Mpa。要求的设备压力等级高,气耗高,动力消耗大。而且由于操作压力高,杂质分压也高,会大量溶解在液体二氧化碳中,产品纯度低。一般采用原料气预处理提浓的办法将原料气二氧化碳浓度提高到98%(浓度越高越有利于高品质二氧化碳的生产),原料气预处理提浓的方法主要为溶液吸收法和变压吸附法,溶液吸收法所得的二氧化碳纯度高,由于采用的溶液大都为有机物质,所得的原料二氧化碳中会增加含有对人体有毒有害杂质。变压吸附法预处理提浓虽然不增加对人体有毒有害杂质,但受其工艺影响,所得的原料二氧化碳纯度较低,且不稳定。目前我国针对石灰窑气,锅炉烟道气等低二氧化碳浓度原料气的预提浓方法一般采用溶液吸收法。其生产国际标准食品级二氧化碳的工艺流程如下: