УтжАЩљУїЃКБОЭјеОЮЊЙЋвцадЭјеОЃЌВПЗжаХЯЂРДздЭјТчЃЌШчЙћЩцМАЙѓЭјеОЕФжЊЪЖВњШЈЃЌЧыМАЪБЗДРЁЃЌЮвУЧГаХЕЕквЛЪБМфЩОГ§ЃЁ
This website is a public welfare website, part of the information from the Internet, if it involves the intellectual property rights of your website, please timely feedback, we promise to delete the first time.
ЕчЛАTel: 19550540085: QQКХ: 929496072 or гЪЯфEmail: Lng@vip.qq.com
еЊвЊ:еЊвЊЃКжЧФмгХЛЏПижЦММЪѕЪЧвдЪ§бЇЁЂМЦЫуЛњЮЊЛљДЁЃЌгУгкЧѓНтИїжжЙЄГЬЮЪЬтгХЛЏНтЕФгІгУММЪѕЁЃМђЕЅНщЩмСЫФЃЪНЪЖБ№ЁЂЩёОЭјТчКЭзЈМвЯЕЭГЕШжЧФмгХЛЏММЪѕМАЦфдкЪЏгЭСЖжЦЙ§ГЬжаЕФгІгУЁЃЙиМќДЪЃКжЧФмгХЛЏПижЦЃЛФЃЪНЪЖБ№ЃЛЩёОЭјТчЃЛзЈМвЯЕЭГЃЛЪЏгЭСЖжЦ Abstract: Based on mat..
|
еЊвЊЃКжЧФмгХЛЏПижЦММЪѕЪЧвдЪ§бЇЁЂМЦЫуЛњЮЊЛљДЁЃЌгУгкЧѓНтИїжжЙЄГЬЮЪЬтгХЛЏНтЕФгІгУММЪѕЁЃМђЕЅНщЩмСЫФЃЪНЪЖБ№ЁЂЩёОЭјТчКЭзЈМвЯЕЭГЕШжЧФмгХЛЏММЪѕМАЦфдкЪЏгЭСЖжЦЙ§ГЬжаЕФгІгУЁЃ Abstract: Based on mathematics and computer technology, an intelligent optimization control technology is used to find the optimized solution of many engineering projects. In this paper, some intelligent optimization control technologies, such as pattern recognition, neural network and expert system, and their application on the process of oil making are discussed. 1 в§бд жЧФмгХЛЏПижЦгІгУдкЙЄвЕЩњВњЙ§ГЬЕФЧАОАЪЎЗжЙуРЋЃЌвђЮЊЙЄвЕЩњВњЙ§ГЬЕФЩњВњВйзїЛљгкЖдЙЄвеЕФбаОПКЭЦфЫћЭЌРрЦѓвЕЕФОбщЃЌЫцзХЪБМфЕФЭЦвЦЖМгаВЛЭЌГЬЖШЕФИФЩЦКЭЬсИпЁЃЕЋгЩгкдСЯЁЂЩшБИЁЂВњЦЗЕШЩњВњЬѕМўЕФжжжжБфЛЏЃЌЪЙЕУЪЕМЪЕФЩњВњЙ§ГЬШдШЛашвЊВЛЖЯЕибЁдёаТЕФгХЛЏВйзїЬѕМўЃЌНЈСЂгааЇЕФЩњВњЙ§ГЬФЃаЭЁЃЯжДњЛЏЦѓвЕЕФЩњВњИХФюЃЌВЛНіЪЧвЊЩњВњГігХжЪЕФВњЦЗЃЌЛЙгІИУЪЧдкЩњВњЙ§ГЬжаЩњВњГіДѓСПЕФЁАЪ§ОнЁБКЭЁАОбщЁБЁЃЖдЁАЪ§ОнЁБКЭЁАОбщЁБЕФВЛЖЯЗжЮіКЭзмНсЃЌВХФмЪЙЙЄвЕЩњВњЙ§ГЬЕФаЇвцЕУЕНГфЗжЕФЬсИпЁЃдквдЭљЯрЕБГЄЕФвЛЖЮЪБМфРяЃЌДЫСьгђФкЕФЗНЗЈЭЈГЃНЈСЂдкЕЅвђЫиЗжЮіЕФЛљДЁЩЯЃЌвдБуФмШнвзЕиНЈСЂЦ№ЙЋЪНЛЏЕФЙиЯЕЃЌВЂБугкжБЙлЯдЪОКЭРэНтЁЃШЛЖјаэЖрЙЄвЕЩњВњЙ§ГЬШДгжЖМЪЧЖрвђЫиЕФИДдгЬхЯЕЃЌЩњВњЙ§ГЬЕФНЈФЃКЭгХЛЏгІИУЖјЧвБиаыЁАжЧФмЁБЕиПМТЧЦфМфЕФЁАЖрдЊЁБаХЯЂЃЌвдМАЫќУЧжЎМфЕФЯрЛЅЙиЯЕЁЃ 2 ЛљБОдРэ ФПЧАЃЌжЧФмгХЛЏПижЦММЪѕОпЬхЕФЗНЪНЗНЗЈКмЖрЃЌБОЮФНщЩмБЪепГЃгУЕФФЃЪНЪЖБ№ММЪѕЁЂЩёОЭјТчММЪѕКЭзЈМвЯЕЭГММЪѕЕШЃЌвдМАЫќУЧЕФзлКЯгІгУЧщПіЁЃ 2.1 ФЃЪНЪЖБ№ММЪѕ ЙЄвЕЩњВњЙ§ГЬФЃЪНЪЖБ№гХЛЏПижЦЕФРэТлЛљДЁЪЧНЋИДдгЕФЖрдЊЬхЯЕБэЯѓЮЊИїжжзДЬЌЕФФЃЪНЃЌВЂЧвбаОПКЭШЗЖЈетаЉФЃЪНдкЖрЮЌВтСППеМфЕФЗжВМЙцТЩЁЃвдЩњВњЙЄвеВЮЪ§ЮЊЬиеїБфСПЙЙжўФЃЪНПеМфЃЌЩшЩњВњЙЄвегЩMИіЙЄвеВЮЪ§БэЪОЃЌMИіЙЄвеВЮЪ§ЃЈЬиеїБфСПЃЉзщГЩMЮЌФЃЪНПеМфЃЌвЛжжЙЄПіМДвЛИіФЃЪНЕуЃЌЖдгІгкMЮЌПеМфжаЕФвЛИіЕуXЃЌГЦжЎЮЊбљБОЕуЃЌNИібљБОЕузщГЩвЛMЮЌЪ§ОнМЏXЃН(X1ЃЌX2ЃЌЁЁЃЌXn)TЃЌвдгХЛЏФПБъзїЮЊЛЎЗжбљБОРрБ№ЪєадЕФвРОнЃЌНЋФПБъЗжЮЊШєИЩРрЃЌЭЈЙ§ЖдЪ§ОнМЏXЕФФЃЪНЪЖБ№ДІРэЃЌевГігХРрбљБОзгМЏдкMЮЌФЃЪНПеМфжаЕФЗжВМЧјгђЃЌНЈСЂгХЛЏПижЦФЃаЭИФНјЩњВњВйзїЃЌВЂИљОнЗДРЁаХЯЂВЛЖЯНјааЕїећЃЌДгЖјДяЕНИФЩЦвЛИіЦѓвЕЕФММЪѕОМУжИБъЁЂЬсИпВњЦЗЪеТЪЁЂНЕЕЭФмКФЁЂИФНјжЪСПКЭНЕЕЭГЩБОЕШФПЕФЁЃ ЕчФдЕФЗЩЫйЗЂеЙЃЌЪЙЦфЕФМЦЫуЙІФмвбдЖдЖГЌЙ§ШЫФдЁЃЕЋдкДІРэЪгОѕЁЂЬ§ОѕЁЂСЊЯыКЭРрБШЕШФЧаЉЛЙевВЛЕНУїШЗЕФМЦЫуЗНЗЈЕФЮЪЬтЃЌЕчФдШдШЛВЛФмШЋУцДяЕНШЫЕФЙІФмЃЌетЫЦКѕБэУїШЫФдЫМЮЌЛњжЦКЭФПЧАЕФЕчФддЫзїЛњРэВЛЭъШЋЪЧвЛЛиЪТЁЃЖјЪЕМЪЩЯШЫФдЖдаХЯЂЕФДІРэОпгаВЂаажБЙлКЭДЎааТпМСНИіЗНУцЃЌетЕМжТСЫШЫУЧЩшЗЈСЫНтШЫФдЙІФмЃЌЦѓЭМгУШЫдьЕФЩёОЭјТчЯЕЭГФЃЗТШЫФдНјааВЂааЗжВМДІРэаХЯЂКЭбЇЯАЁЃвђДЫЩёОЭјТчММЪѕЪЧгУМЦЫуЛњШэМўЛђгВМўФЃФтШЫФдЩёОЭјТчЙІФмЕФВњЮяЁЃ 2.3 зЈМвЯЕЭГММЪѕ ЭГМЦЁЂФЃФтЕШЪ§бЇЗНЗЈвЛАуФмЖЈСПЕиИјГіМЦЫуНсЙћЃЌЕЋдкБеЛЗПижЦЯЕЭГжаЭљЭљашвЊзЈМвОбщдкЪЕЪЉПижЦЪБзїГіЖЈадЕФОіВпЁЃзЈМвЯЕЭГАбзЈМвЕФжЧЛлКЭзЈМвЖдЮЪЬтзіОіЖЈЪБЕФЭЦЖЯФмСІЙщФЩЮЊвЛЯЕСаЯрЛЅЙиЯЕЕФвЛАуЙцдђЃЌВЂНЋЛуМЏЖрЗНУцЕФДѓСПЕФаХЯЂзЪдДЃЌгУЖржжИДдгЗНЪНЗжЮіЩњВњЙ§ГЬЕФЯжГЁзДПіЃЌЪЕЪБЮЊЯЕЭГНјааОіВпЙ§ТЫЁЃЦфздбЇЯАФмСІНЋБЃеЯзЈМвЯЕЭГЖЏЬЌЕиИњзйЩњВњЯЕЭГЃЌЕїећздЩэОбщЁЃ 3 гІгУЪЕМљ дкЙЄвЕЩњВњЙ§ГЬжаЃЌЪЏгЭЛЏЙЄЦѓвЕгІгУжЧФмгХЛЏПижЦгазХЬиЪтЕФвтвхЁЃвђЮЊЪЏгЭЛЏЙЄЦѓвЕвЛАуМгЙЄСПДѓЃЌЩњВњаЇТЪжЛвЊТдгаЬсИпЃЌОЭФмДјРДМЋДѓЕФОМУаЇвцЁЃЖјЧвЪЏгЭЛЏЙЄЦѓвЕЕФПижЦЯЕЭГвЛАувВБШНЯЭъЩЦЃЌЪЪКЯНјаажЧФмгХЛЏПижЦЁЃ 3.1 РыЯпЛђдкЯпПЊЛЗЕФжЧФмгХЛЏ ЙЄвЕЩњВњЙ§ГЬШчЙћЩаЮДОпБИЯШНјЕФПижЦЯЕЭГШчDCSЃЌдђПЩПМТЧРыЯпЛђдкЯпПЊЛЗЕФгХЛЏЁЃМДРћгУЪжЙЄМЧТМЕФРњЪЗВйзїЪ§ОнЛђМђЕЅЕФЪ§ОнВЩМЏЯЕЭГЪеМЏЕФдкЯпЪЕЪБЪ§ОнЃЌОЙ§жЧФмгХЛЏМЦЫуИјГіЩњВњВйзїФЃаЭЃЌвдЖЈЦкДђгЁЛђЦСФЛЯдЪОЕФЗНЗЈЃЌжИЕМЩњВњВйзїШЫдБЕїећПижЦВЮЪ§ЁЃ
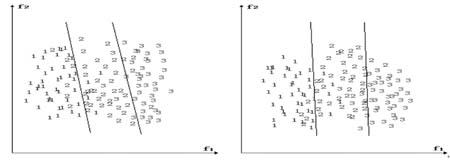
ДгЭМжаПЩМћЃЌгХРрЃЈ3РрЃЉЁЂжаМфРрЃЈ2РрЃЉгыВюРрЃЈ1РрЃЉЕФзгПеМфОпгаУїЯдЕФЧаИюУцЃЌГЃбЙзгЯЕЭГжївЊХаБ№ЪИСПЮЊЃКf1=[0.43 0.28 -0.33 0.17 0.22 0.09 -0.20 0.16]-1ЃЌМѕбЙзгЯЕЭГжївЊХаБ№ЪИСПЮЊЃКf1=[-0.07 0.15 0.23 0.37 0.11 -0.31 0.18]-1ЁЃ Бэ1 ГЃМѕбЙеєСѓгХЛЏЧАКѓЖдБШБэ
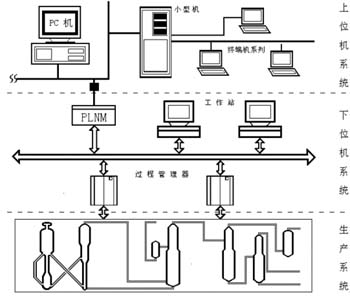
3.2 дкЯпБеЛЗЕФжЧФмгХЛЏПижЦ ЭМ3ЮЊДпЛЏСбЛЏжЧФмгХЛЏПижЦНсЙЙМђЭМЃЌжЧФмгХЛЏЙЄзїжївЊЭЈЙ§вЛЬЈгыDCSСЊЭјЕФЮЂЛњНјааЁЃЩЯЮЛЛњЭЈЙ§ЭјТчЯђЮЂЛњЪЕЪБЬсЙЉЯТЮЛЛњШЁЕУЕФЩњВњВйзїЪ§ОнЃЌЮЂЛњНЋжЧФмгХЛЏПижЦВЮЪ§ЭЈЙ§ЭјТчДЋЫЭИјЩЯЮЛЛњЃЌдйгЩЯТЮЛЛњЧ§ЖЏжДааВПМўЁЃ
жЧФмгХЛЏПижЦЯЕЭГРћгУШЫЛњЖдЛАДАПкШЁЕУдСЯаджЪЕФЗжЮіЪ§ОнЃЌИљОнзЈМвЯЕЭГИјГізюЪЪКЯЕБЧАдСЯЧщПіЕФВйзїЬѕМўЃЌЭЌЪБИќаТзЈМвЯЕЭГжаЕФФкШнЁЃгЩгкдСЯаджЪЕФЗжЮіЪ§ОнЭљЭљВЛФмКмМАЪБЕиИјГіЃЌвђДЫЕБдСЯаджЪЕФБфЛЏдкЩњВњЙ§ГЬжагаНЯУїЯдЕФЬхЯжЪБЃЌзЈМвЯЕЭГНЋЛсЖдЩњВњВйзїЬѕМўНјаадЄЕїЃЌжБжСЪеЕНдСЯаджЪЕФЗжЮіЪ§ОнКѓдйЖдЩњВњВйзїЬѕМўНјааВПЪ№ЁЃ Бэ2 жЧФмгХЛЏПижЦЕфаЭЪТР§жЎвЛ
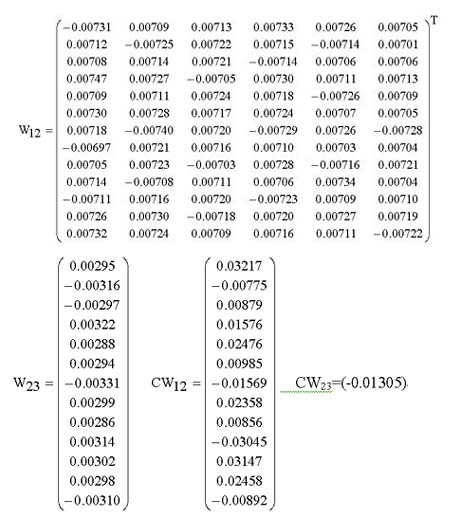
Бэ3 жЧФмгХЛЏПижЦЕфаЭЪТР§жЎЖў
ЕфаЭЕФЩёОЭјТчФЃаЭШЈЯЕЪ§ОиеѓКЭЦЋжУШЈЯЕЪ§ОиеѓЗжБ№ЮЊ
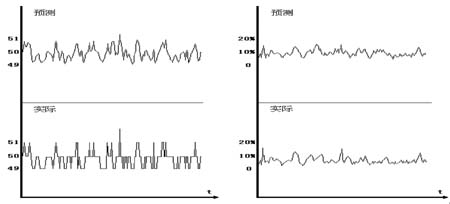
ЭМ4КЭЭМ5ЗжБ№ЮЊЩёОЭјТчжЪСПФЃФтдЄВтЦћгЭ10%ЕуЕФжЪСПКЭзЈМвЯЕЭГдЄВтИЩЦјжаC3МАвдЩЯКЌСПЕФБШНЯЭМЁЃ
ШчЩЯЫљЪіНјаагХЛЏПижЦЃЌЪеТЪЬсИпСЫ1%зѓгвЃЌФъдіОМУаЇвцНќ2000ЭђдЊШЫУёБвЁЃ 4 Нсгя зїЮЊКтСПЙЄвЕЩњВњЙ§ГЬПижЦЯжДњЛЏЕФживЊБъжОжЎвЛЃЌжЧФмгХЛЏПижЦЮовЩЪЧНёКѓЗЂеЙЕФЗНЯђЃЌМДвЊДђЦЦОжВПВЮЪ§ЙТСЂПижЦВйзїЕФРЯЯАЙпЃЌНЈСЂЦ№ШЋзАжУЖрВЮЪ§злКЯВйзїЕФИХФюЁЃВЛНівЊЯђзХВйзїЕФОЋШЗадЁЂАВШЋадЁЂЮШЖЈадЗЂеЙЃЌЖјЧвЛЙвЊЯђзХВйзїЕФдЄМћадЕШЗНУцЗЂеЙЁЃжЧФмгХЛЏПижЦММЪѕВЛзіЪдбщЃЌВЛИФЩшБИЃЌВЛИЩШХЩњВњЃЌЗНБуЪЕгУЃЌОпгаКмЧПЕФЭЈгУадЃЌПЩЗНБуЕФвЦжВЕНЦфЫќХфгаDCSЕФЩњВњзАжУЩЯЃЌЭЈЙ§здбЇЯАЯжГЁВйзїЪ§ОнЃЌПижЦЩњВњЕФЗЂеЙЗНЯђЁЃ |
 ЁЃНЋЩёОдЊзїЮЊгаЯђЭМЕФНкЕуЃЌОЭПЩСЌГЩЩёОЭјТчЁЃДгСЌНгаЮЪНЩЯЩёОЭјТчПЩЧјЗжЮЊЪ§ЪЎжжИїОпЬиЕуЕФФЃаЭЃЌЫќУЧИїздгаФГаЉЬиЖЈЕФгУЭОЁЃ
ЁЃНЋЩёОдЊзїЮЊгаЯђЭМЕФНкЕуЃЌОЭПЩСЌГЩЩёОЭјТчЁЃДгСЌНгаЮЪНЩЯЩёОЭјТчПЩЧјЗжЮЊЪ§ЪЎжжИїОпЬиЕуЕФФЃаЭЃЌЫќУЧИїздгаФГаЉЬиЖЈЕФгУЭОЁЃ