




浙公网安备 33010802004834号
| 企业名称: | 菏泽锅炉厂有限公司 |
| 联系人: | 姚经理 |
| 电话: | 权限不够,无法查看! |
| 传真: | |
| QQ/MSN: | 权限不够,无法查看! |
| 电子邮箱: | 权限不够,无法查看! |
| 联系地址: | |
| 邮编: | |
| 企业网站: | http://www.hezeyehuaqichuguan.cn |
LNG储罐、液化天然气储罐厂家,(30立方60立方100立方)电话:18865038377。
30立方LNG储罐厂家,60立方LNG储罐生产厂家,100立方LNG储罐制造厂家

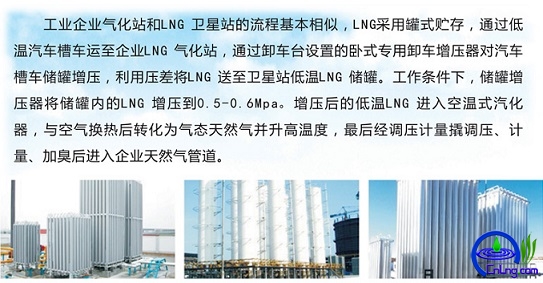
天然气出产工序
1、下料:不锈钢钢板来料后复验,复验合格后才可以实施下料,下料在数控等离子切割机上实施,严格保证了筒节的几何尺寸。 2、卷筒:在上棍万能式卷板机上实施卷筒,筒体几何尺寸均符合GB150-2011的规定 3、纵缝焊接:用埋弧自动焊开展焊接 4、X射线检测:内胆开展100%X射线检测,外壳开展≥20%射线检测
5、内胆一封头与筒体组对:用埋弧焊自动焊开展焊接,焊接完成以后开展X射线检测,检测合格后对内胆的内表面开展脱脂处理及酸洗钝化处理 6、组装内胆的另一封头:用埋弧自动焊焊接内胆筒体和第二个封头,并组配个接管(接管在数控弯管及上开展弯制)
7、内胆压力试验及氦检漏:对内胆用氮气开展压力试验
8、内胆氦检漏:用氦质谱检漏仪对内胆实施负压氦检漏
12,垂直度:5L‰最大30.13,成排管道间距15.14,交叉管的外壁或绝热层间距20.检验员:项目质量保证师:管道安装记录单位工程名称 单县高韦庄镇第一家液化气站 施工图号 2013SX01LP分部(分项)编号 压力管道 施工日期 2013.8.12-8.18。
9、内胆脱脂处理及酸洗钝化,外壳喷砂除锈:对内胆外表面开展脱脂处理及酸洗钝化处理,将外壳筒体和封头内、外表面实施喷砂除锈,除锈等级符合SA2 1/2(十分彻底的喷射或抛射除锈, 钢材表面会无可见的油脂、污垢,氧化皮、铁锈和油漆涂层等附着物,任何残留的痕迹应只算是点状或条纹状的轻微色斑)
10、内胆与外壳组对:将内胆与外壳实施装配,最后将外壳封头与外筒体组对,外封头与外筒体采用氩弧焊打底自动焊盖面工艺。外封头与外筒体焊缝实施超声检测。
11、预处理:对珠光砂实施脱水处理,对夹套里头实施热氮气置换处理
12、夹套压力试验及氦检漏:对夹套用氮气开展压力试验,用氦质谱检漏仪对夹套实施负压氦检漏
13、装珠光砂:采用负压填充及正压打牢加固相结合的工艺实施装沙
14、抽真空:用真空泵对夹套开展抽真空
15、配管及喷漆:配外部管路及喷漆
外购,外协件验收单材料库:年月日名称球阀型号Q41F-40规格PN4.0 DN15数量8只自编单号F3-2011-08供货单位生产日期标准GB12235-89制造商质证书号检验项目及结果质证书审查细节完整齐全。




材料库:年月日名称球阀型号Q41F-40规格PN4.0 DN15数量1 只自编单号F12-2011-08供货单位生产日期标准GB12235-89制造商质证书号检验项目及结果质证书审查相关事项完整齐全标记铭牌复核。 SDHZGLCYXGSFB C2PG-33 8.15 L/K 无 无 无 无 8.6-10.2 无 1.3-1.6 0.2 无 合格 8.15焊缝外观质量要求对接焊缝 角焊缝缺陷名称 100%射线或超声 局部射线或超声 缺陷名称 100%磁粉或渗透 不期望磁粉或渗透。
浙公网安备 33010802004834号

扫描二维码关注微信