




�㹫������ 33010802004834��

| ��ҵ����: | �����¯������˾ |
| ��ϵ��: | Ҧ���� |
| �绰: | Ȩ����,���鿴! |
| ����: | |
| QQ/MSN: | Ȩ����,���鿴! |
| ��������: | Ȩ����,���鿴! |
| ��ϵ��ַ: | |
| �ʱ�: | |
| ��ҵ��վ: |
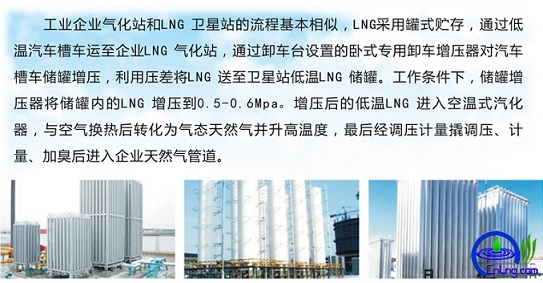
30����Һ����Ȼ�����ޣ�30����LNG���ޣ�,30������ҵ

��Ȼ���з���ƹ���
1�����ϣ�����ְָ����Ϻ��飬����ϸ��ſ��Կ�չ���ϣ����������ص������и���Ͽ�չ���ϸ�֤��Ͳ�ڵļ��γߴ硣 2����Ͳ�����Ϲ�����ʽ�������ʵʩ��Ͳ��Ͳ�弸�γߴ������GB150-2011�Ĺ涨 3���ݷ캸�ӣ������Զ���ʵʩ���� 4��X����⣺�ڵ�ʵʩ100%X����⣬��ǿ�չ��20%�����
5���ڵ�һ��ͷ��Ͳ����ԣ������Զ���ʵʩ���ӣ�������ɺ�չX����⣬���ϸ����ڵ����ڱ���ʵʩ��֬��������ϴ�ۻ����� 6����װ�ڵ�����һ��ͷ�������Զ��������ڵ�Ͳ�������һ����ͷ����������ӹܣ��ӹ���������ܼ���ʵʩ���ƣ�
7���ڵ�ѹ�����鼰����©�����ڵ��õ�����չѹ������
8���ڵ�����©���ú�����©�Ƕ��ڵ���չ��ѹ����©
248���G�����ף��������Ƶ�8.15C2PG-T1J422��3.2E433-��3.2ֱ��603295~13522~248���G�����ף��������Ƶ�8.16C3PG-K1J422��3.2E433-��3.2ֱ��502995~��
9���ڵ���֬��������ϴ�ۻ��������ɰ���⣺���ڵ������ʵʩ��֬��������ϴ�ۻ������������Ͳ��ͷ�ͷ�ڡ�����濪չ��ɰ���⣬����ȼ�����SA2 1/2(���䳹��������������, �ֲı�����ɼ�����֬���۹�������Ƥ�����������Ϳ��ȸ�����κβ����ĺۼ�Ӧֻ���ǵ�״������״����ɫ��)
10���ڵ��������ԣ����ڵ�����ǿ�չװ�䣬�����Ƿ�ͷ����Ͳ����ԣ����ͷ����Ͳ�����벻�������Զ������湤�ա����ͷ����Ͳ�庸��ʵʩ������⡣
11��Ԥ�����������ɰ��չ��ˮ�������Լ�������ʵʩ�ȵ����û�����
12������ѹ�����鼰����©���Լ����õ�����չѹ�����飬�ú�����©�ǶԼ���ʵʩ��ѹ����©
13��װ���ɰ�����ø�ѹ��估��ѹ���μӹ����ϵĹ��տ�չװɳ
14������գ�����ձöԼ���ʵʩ�����
15����ܼ�������ⲿ��·������
a=1.414K��ߡ�1+0.1b�ҡ�3mm��1+0.2b�ҡ�5mm����K��ʽƽ��K�ݦĴ���ƽ��K��1.4�ı�ע��1����ҧ�߾��cĥ��ƽ������ʱ���ɰ�����һ��ϱ�ĸ�������������������2���Ǻ��캸�Ǹ߲��ڲ��Ⱥ���ӽǽ�ʱ�����ϱ��涨���ơ�




1059~168�ײ�L�����ף����������Ƶ�J422��3.2E4303-��3.2ֱ��603095~13522~249���G�����ף����������Ƶ�2013.8.13CY2-�� SDHZGLCYXGSFB ����Ա����Ŀ������֤ʦ�����Ű�װ��¼�������Ƶ��ظ�Τׯ���һ��Һ����վ���߱��C1PG��C2PG��C3PG��JY��CY1�� CY 2��HLʩ������2013.8.12-8.18�����ͺŹ��Q41F-40C
30����Һ����Ȼ�����ޣ�30����LNG���ޣ�,30������ҵ



�㹫������ 33010802004834��

ɨ���ά���ע��